END WINDING VIBRATION AND DEGRADATION
Case Study:
|
Case Study:
|


As the President and CEO of Sidewinders LLC, we are proud to announce that our newly upgraded Motor Services shop has met the criteria to be an EASA accredited service center. In addition to meeting EASA’s standards for safety, quality, and professionalism, we have acquired new equipment and tooling to increase our ability to serve a wider range of customer needs.
We sincerely thank our amazing motor shop team for their intense focus and effort toward achieving this goal! Our skilled technicians are better situated than ever to service your AC and DC motors, traction motors, rotor pole pieces, pumps, gearboxes, and more.
Glen Peterkin, President
Jan Peterkin, CEO
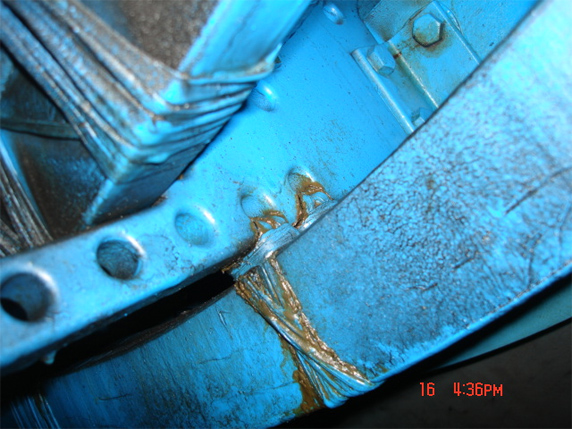

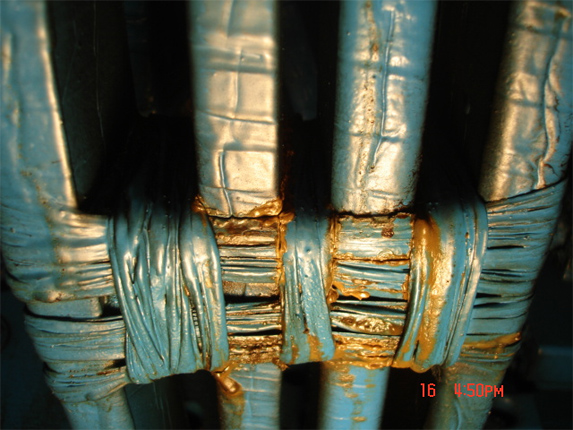
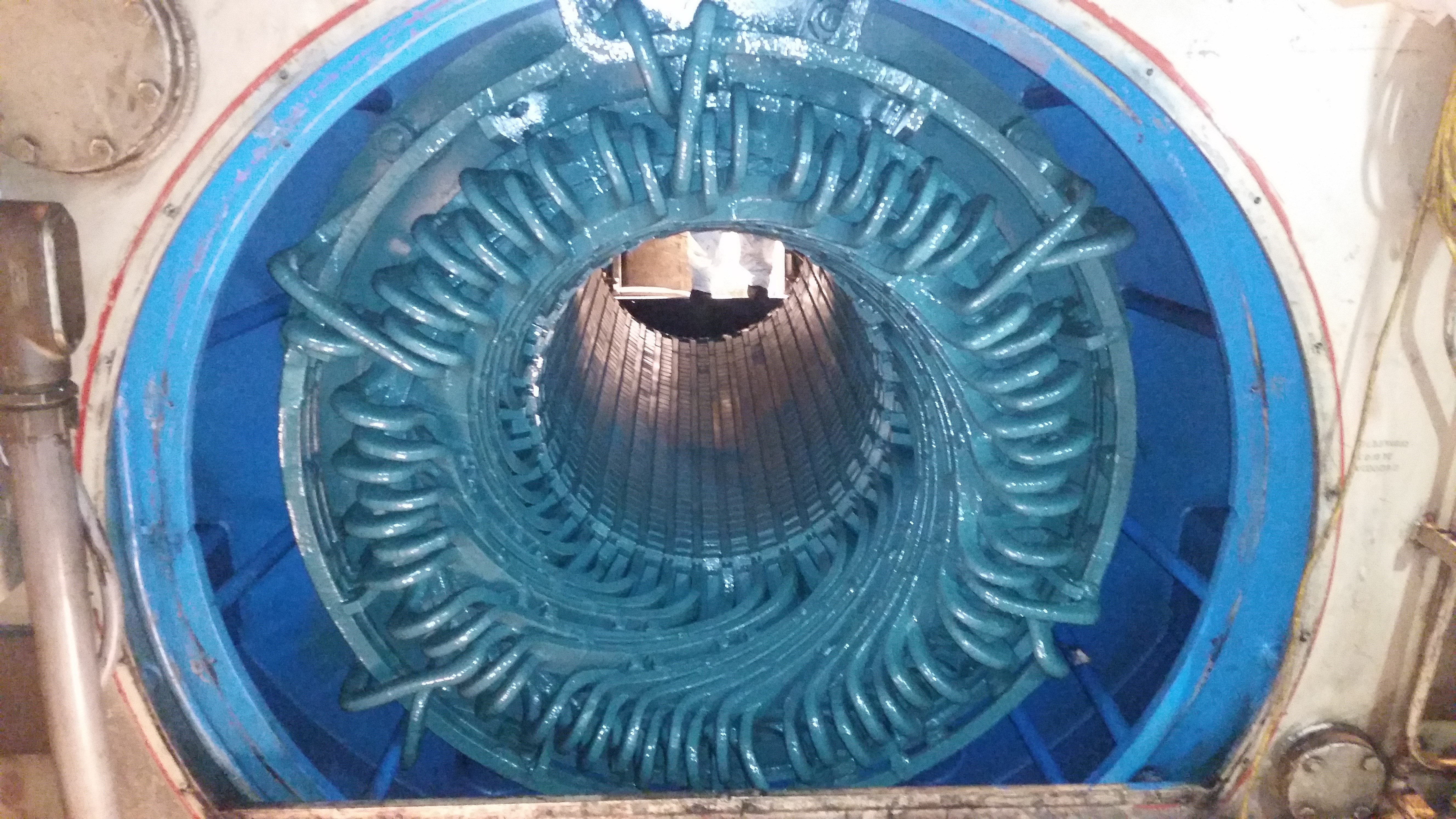 Although the condition of the end winding support systems were in a serious state of degradation, Sidewinders’ staff were able to steer the customer away from an imminent failure by performing a successful and very effective repair. This machine went back into service with its overall condition vastly improved and life significantly prolonged.
Although the condition of the end winding support systems were in a serious state of degradation, Sidewinders’ staff were able to steer the customer away from an imminent failure by performing a successful and very effective repair. This machine went back into service with its overall condition vastly improved and life significantly prolonged.